



钣金篇
1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.(由现场施工队绘制草图,发往我司,经我公司技术人员设计深化)
2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.(如三角形,平行四边形,及其他不规则形统称异性板都需要绘制展开图,铝板上的冲孔及雕花镂空形状都在该过程完成.该过程视异性板多少定下单时间长短.)

3.电脑排版用料套料.将不同铝单板的展开图经电脑排序,排列在不同大小的板材上已达到铝板基材的大利用率.
4.异性板的编程,将不规则铝板的展开图导入程序编码,做成机器识别的程序,等待数控雕刻开料.
5.开料,开料的方式有很多种,主要有以下几种方式:
1)剪床开料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
2).冲床开料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.数控冲床在模具的配合下可以冲出一些特别形状的镂空效果。
3).数控雕刻机开料.数控雕刻机下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铝板上,将其平板件的结构形状冲制出来.加工时要注意如何排版比较合理省料.
6.冲孔.就是用冲床按图纸在铝板上冲出相应的孔位,以便组装时安装角码.加工时要注意孔位间距及孔位边距是否正确.
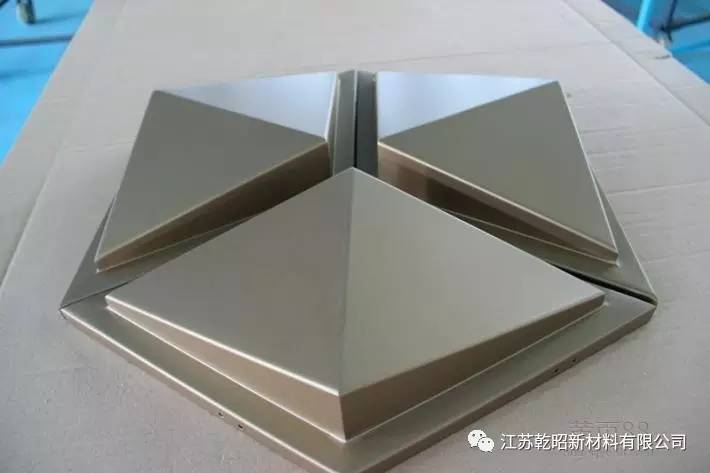
7.折弯.折弯就是根据图纸将2D的平板件,折成3D的零件.其加工需要有折床来完成操作.它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折.
对于一些折弯比较发杂或者几个折弯太过靠近的情况可以用数控开槽机对某些折弯处进行开槽处理,然后折成需要的角度.折弯前要先测量开好的原料各边长度是否正确,折弯后用量角器测量各弯度是否正确.
8.卷板:就是把需要完成相应弧度的板材用数控卷板机进行加工
9.焊接.焊接就是将多个铝材零件组焊在一起,达到加工的目的或是单个铝板的边缝焊接,以增加其强度.我公司铝单板的焊接用的是氩弧焊.
当需加工出的铝板的结构比较复杂时可拆分为几部分,通过焊接打磨来达到终效果.
10.组装.所谓组装就是将多个零件或组件(铝板、角码、加强筋等)按照一定的方式组装在一起,使之成为一个完整的料品.(其中需注意的就是对料件的保护,不可划碰伤.
组装是一个料品完成的后一步,若料件因划碰伤而无法使用,需返工重做,会浪费很多的加工工时,增加料品的成本.因此要特别注意对料件的保护.
11.打磨,将铝板焊接部分及经打磨抛光,使铝板表面光滑平整.

喷涂篇:
前处理流程:铝材的去油去污(酸洗大约10分钟)→水洗(过两道清水)→铬化(5分钟左右)→水洗(过两道清水)→100度烘干
喷涂流程:上钩(铝材悬挂于流水线上)→打磨去污→喷底漆→面漆→清漆→固化(在180℃-250℃之间烘烤20分钟左右)→质检→下货→用包装膜包装

1.前处理的目的:在铝合金型材、板材进行喷涂前,工件表面要经过去油去污及化学处理,以产生铬化膜,增加涂层和金属表面结合力和防氧化能力,有利于延长漆膜的使用年限。有些铝材的某些部位禁止喷涂的要在此工序后在相应部位贴保护膜或胶带,喷涂完成后及时撕掉。
2.上钩:不同形状的铝材用相应的挂钩挂于流水线上,由于烤炉所能容纳的铝材长宽高规格分别不得超过6m、1.1m、2m,所以要按适当角度挂好,并使其挂稳,。喷底漆前需观察铝材表面是否有污物,用砂纸打磨干净并用喷枪吹干净。
3.喷底漆:作为封闭底材的底漆涂层,其作用在于提高涂层抗渗透能力,增强对底材的保护,稳定金属表面层,加强面漆与金属表面的附着力,可以保证面漆涂层的颜色均匀性。
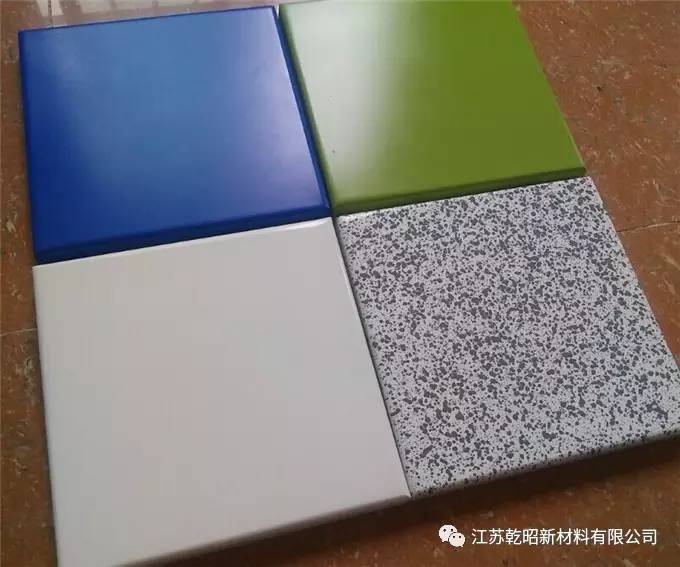
4.面漆:面漆涂层是喷涂层关键的一层,在于提供铝材所需要的装饰颜色,使铝材外观达到设计要求,并且保护金属表面不受外界环境的侵蚀,防止紫外线穿透。大大增强抗老化能力,面漆涂层是喷涂中最厚的一层漆层。
5.清漆:主要目的是更有效地增强漆层抗外界侵蚀能力,保护面漆涂层,增加面漆色彩的金属光泽,外观更加颜色鲜明,光彩夺目。
6.固化处理:三次喷涂后的铝材进入固化炉处理,固化温度一般在180℃-250℃之间,固化时间为20分钟左右
7.质检:质量检验应按检验标准。观察表面有无划伤或杂斑附着,用色差仪检测产品颜色是否达标,并检测漆层厚度是否达标。
8.下钩:下钩时注意小心将喷涂好的铝材从钩上取下,放在运货车上时,漆面对漆面,背面对背面,防止喷涂层被划伤
9.包装:包装组将喷涂好的铝材运到指定位置用包装膜将漆面包好,每个角上用胶带固定上一块纸皮,堆放时同样漆面对漆面,背面对背面,防止漆面破损。
- 上一篇:铝单板施工工艺 2017-03-31
- 下一篇:墙面铝单板怎样安全的安装呢? 2017-03-31
